2017年5月5日,C919民用大客机在上海浦东机场成功首飞,正式向世界宣告,中国自主研制的第一架大型民用客机飞上蓝天了。其重大的里程碑意义不言而喻。
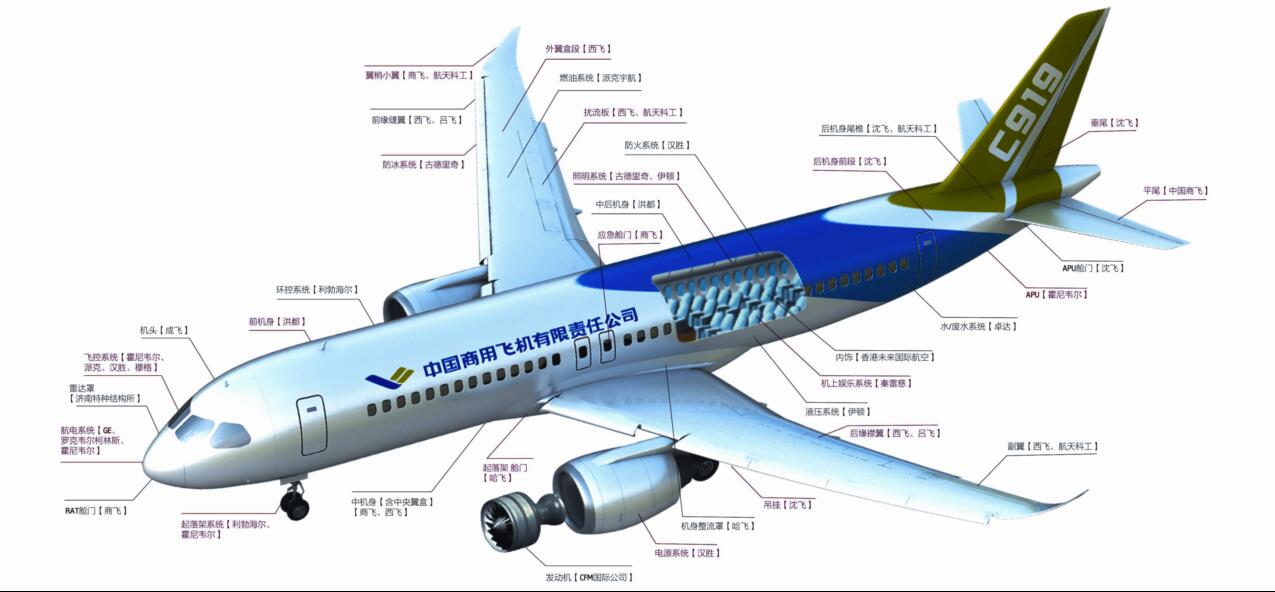
C919大客机对标国际最新适航标准,实行主制造商——供应商模式。在主制造商中国商飞的统一部署和协调下,中航工业西安飞机工业(集团)有限责任公司(以下简称西飞集团)作为主供应商,承担了机体结构中设计最为复杂、制造难度最大的部件--机翼、中机身(中央翼)等6个工作包的研制任务,任务量约占整个机体结构的50%。
海外收购 技术积累
2009年12月,西飞集团收购奥地利FACC公司(Future advanced composite components,未来先进复合材料股份公司)91.25%股权的交易正式交割。该笔交易也是中企在航空制造领域的首笔海外收购,业内人士称该笔交易的价格约在1亿欧元左右。
FACC成立于1989年,总部位于上奥州里德市,是从事研发和制造复合材料部件和系统的专业化公司。该公司为波音、空客、庞巴迪、阿莱尼亚、欧直、沃特、萨博等许多航空工业重要客户生产飞机复合材料结构件和内饰件,是奥地利最大的波音飞机配件公司。
值得一提的是,FACC也是此次首飞的国产大飞机C919的一级供应商。早在2010年8月,FACC就获得了C919内饰系统的承接任务。根据合作意向书, FACC公司将在国内设立公司,并承担国产大型客机研制的相关任务。内饰系统是C919大型客机的重要系统之一,包括天花板、行李舱、舷窗内衬、厨房及卫生间等设施,对飞机的舒适性、先进性和竞争能力有重要影响。除此之外,FACC公司还将与中国商飞在机体结构件上开展进一步的合作。
通过收购FACC, 西飞集团获得了在复合材料的开发和应用领域的技术和产品的核心技术。一方面,收购为FACC进入中国航空制造业、参与大飞机、新舟700等项目提供非常好的市场机会;另一方面,收购也有利于中航工业复合材料产业进入国际民机产业链构建平台。
事实上,成立于1989年的FACC对我国飞机制造业并不陌生,该公司是波音、空客等飞机制造商主要的内饰供应商,并已成为ARJ21飞机内饰供应商之一,FACC将为ARJ21飞机提供包括行李舱、天花板、飞机驾驶舱隔板等在内,价值高达1.4亿美元订单的设备。
西飞集团此举,为参与大飞机的研制走出了坚实的一步。在此之前,西飞集团控股的上市公司西飞国际就已经联手美国古德里奇公司组建了两个合资公司,成为我国大飞机项目零部件最主要的供应商。
而更早时,西飞国际已和中国商飞公司签署了C919项目机体6个工作包的理解备忘录,取得了中机身、外翼翼盒、副翼、后缘襟翼、前缘缝翼和扰流板等6个工作包的供应商资格。
知情人士告诉记者,承担我国大飞机研制任务的中国商飞公司此前已向各主要供应商发出标书,此次西飞集团收购FACC,也将有利于大飞机的研制进程。

科研攻关 攻坚求索
2012年2月,中国商飞公司确定西飞承担大型客机翼身组合体综合验证项目中机身、外翼翼盒大部段制造及翼身组合体总装任务。在各参研团队的共同努力下,2013年6月26日,C919翼身组合体综合验证项目中央翼上壁板开铆;9月-10月,中央翼、外翼翼盒、中机身总装相继开铆,11月25日翼身组合体综合验证项目“中机身、外翼翼盒大部段”顺利总装下线。
2014年8月29日,C919大型客机中机身/中央翼、副翼部段在西飞集团通过适航检查,达到交付状态,成为C919项目研制过程中交付的第二个大部段,这也为首架飞机的机体对接奠定了坚实基础。此前,C919大型客机前机身大部段已在上海交付。
中机身/中央翼部段位于机身中部,全长5.99m,宽3.96m,由中机身筒段、龙骨梁、中央翼、应急门组成,是全机结构载荷传递的中枢。该部段包含零件8200多个,涉及工装3400多项。为了提高全机性能,减轻结构重量,中机身/中央翼部段大量选用第三代铝锂合金、2024HDT高损伤容限铝合金材料及超大型钛合金锻件,这在国内民机应用上尚属首次。副翼部段位于机翼外侧后缘,是飞机的主要操纵面,复合材料用量达到了80%。
从完成初步方案论证到总装下线,该部段研制历时六年。其间,中国商飞公司积极推进项目组织变革,组建技术、工艺、制造联合工程团队,加快推进项目研制。在中国商飞上海飞机设计研究院和中国商飞上海飞机制造有限公司的支持下,西飞集团克服困难,严格按照研制网络计划,强化项目计划的考核,加强项目团队的横向协调和纵向技术指导,并高度重视产品质量,组织参研单位对中央翼钛合金缘条、铝锂合金蒙皮加工成型、铝锂合金框缘零件成型、大蒙皮无余量铣切等新材料、新工艺、新技术进行科研攻关,经过多次工艺论证和攻关试验满足了工程要求;掌握了复杂高精度H型肋制造及复材壁板柔性装夹定位技术,攻克了复材铣切过程中颤刀、分层、椭圆孔等技术难题,突破了铝锂合金蒙皮制孔、中央翼壁板自动钻铆、无余量装配、大部件数字化测量定位等关键技术,提高了研制效率,提升了产品质量,培养了一支高水平的工艺制造团队,为C919大型客机部段研制奠定了扎实的基础。

技术革新 再立新功
漫漫6年多的研制求索攻坚路,西飞集团攻克32道技术拦路虎,创造了N多个第一和新高。
一是促我国大飞机机翼设计制造技术达到发达国家新一代飞机先进技术水平。二是公司对先进新航材的综合运用、加工技术能力得到提升和锻炼。三是公司引进建立柔性装配系统,装配生产线从自动化向智能化制造跃进了一步。四是公司在大部件异地协同制造,协同创新,集成创新方面进行有益尝试。大客项目团队为项目交付拼搏奉献,连创佳绩。
下线仪式上,中航工业副总经理耿汝光说,2012年初C919大客项目翼身组合体研制工作启动以来,中航飞机西飞同上海飞机设计研究院一起,经过21个月的不懈努力,成功实现了翼身组合体按节点下线。中国商飞公司副总经理、C919大型客机项目总设计师吴光辉代表中国商飞公司对中航工业及中航飞机西飞在C919项目研制工作中给予的大力支持、密切协作表示了感谢 。
西飞集团总经理何胜强强调:“C919大型客机研制是体现国家意志、展现国家综合实力的重大专项工程,西飞承担该项目机体结构研制重要任务以来,充分调动优势资源,积极开展技术准备和生产准备工作,大力投入技术攻关、制造体系建设和保障能力建设。继大型运输机研制成功之后,西飞在国产大型民用客机项目研制中再度斩获硕果。”
至此,我们参与国际竞争的“名片”,将拥有两种迥然不同型号大飞机研制能力的链接。为昭示并拓展 “中国制造”的实力再立新功。
中国商飞C919
作者 希步 特约稿件
|
2017-07-17 13:38:28
阅读
60914

